



Mygla forskriftir
|
Mygluheiti |
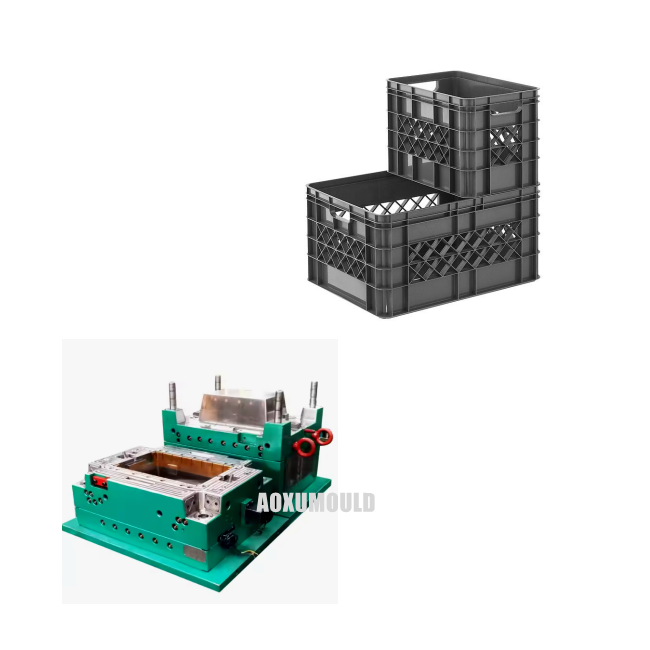
Plast staflað geymslu rimlakassi |
|
Vöruefni |
HDPE pólýetýlen |
|
Vörustærð |
L 570 x W 370 x H 205mm |
|
Vöruþyngd |
1,57 kg |
|
Mótefni fyrir hola &. Kjarninn |
P20/718H/H13 |
|
Nr af hola |
1 hola |
|
Innspýtingarkerfi |
Heitt hlaupari |
|
Hentug sprautuvél |
650T |
|
Moldastærð |
850x580x900mm |
|
Mygluþyngd |
3200kg |
|
Líftími myglu |
Meira en 500, 000 stk |
|
Afhendingartími |
55 dagar |
Af hverju þurfum við myglu fyrir plastgeymslukassa?

Við verðum að búa til mold fyrir plastkassa af ýmsum ástæðum.
1. A mold gefur plastkassanum sérstaka lögun. Það gerir kleift að búa til stöðuga og nákvæma hönnun. Til dæmis, ef þú vilt að allar kössir hafi sömu stærðarhólf og ytri víddir til að stafla snyrtilega, þá tryggir moldin þessa einsleitni.
2. það gerir fjöldaframleiðslu kleift. Þegar mótið er búið til er hægt að framleiða mörg eins plastgeymslukassar fljótt og vel. Þetta er miklu praktískara en að reyna að móta hvern rimlakassa með höndunum, sem væri mjög tími - neysla og myndi leiða til mikils breytileika í vörunum.
3.. Hægt er að stjórna gæðum fullunnar vöru með mold. Hægt er að hanna moldina til að búa til rimlakassa með réttri þykkt og styrk á nauðsynlegum svæðum, sem gerir rimlakassann endingargóðari og hæfari í tilgangi hans.
Hvernig á aðMótunPlastgeymslukassar?
Hvernig á að hanna plastgeymslukassa mold?
1. Greining á vöru
• Skilja vandlega lögun, stærð og burðarþörf geymslukassans. Hugleiddu smáatriði eins og hæð, lengd, breidd og sérstaka eiginleika eins og handföng, hólf eða staflaþætti.
• Greindu álag - burðargetu og fyrirhugaða notkun rimlakassans til að ákvarða viðeigandi veggþykkt og styrkingarsvæði. Til dæmis, ef rimlakassanum er ætlað að halda þungum hlutum, gæti verið þörf á þykkari veggjum.
2. Mikið tegund val
• Ákveðið á milli tveggja plata móts eða þriggja plata myglu. Tveir - plötuform er einfaldara og algengara fyrir minna flókna hluta. Þriggja - plötuform getur verið betra fyrir hluta með eiginleikum sem krefjast flóknari hliðar, eins og margfeldi hola mótar til að framleiða mikið rúmmál.

3. Kave og kjarnahönnun
• Hannaðu holrýmið til að mynda ytri lögun rimlakassans og kjarna til að móta innri hlutann. Gakktu úr skugga um að það sé nóg drög að horninu (venjulega 1 - 3 gráður) á hliðarveggjum til að gera kleift að auðvelda útkast hlutans frá moldinni.
• Hugleiddu staðsetningu allra innskots eða eiginleika eins og skrúfustjóra eða lamir og hannaðu holrýmið og kjarna til að koma til móts við þau nákvæmlega.
4.Gatakerfi
• Veldu viðeigandi hliðaraðferð. Fyrir plastgeymslukassa er hægt að íhuga brún hlið eða heitt - hlauparahlið. Edge hlið er einfaldur valkostur sem gerir bráðnu plastinu kleift að komast inn í moldholið frá brúninni. Heitt - hlaupakerfi geta dregið úr efnisúrgangi og veitt betri stjórn á innspýtingu.
• Reiknið hliðarstærðina út frá rúmmáli og flæðiseinkennum plastefnisins til að tryggja jafnvel fyllingu moldholsins.
5. Kælingarkerfi
• Hannaðu skilvirkt kælikerfi til að draga úr hringrásartíma. Kælingarrásir eru venjulega boraðar í moldplöturnar nálægt holunni og kjarna. Skipulag rásanna ætti að vera þannig að það veitir jafna kælingu yfir hlutann til að forðast vinda.
• Hugleiddu að nota baffles eða loftbólur í kælingarrásunum til að fá skilvirkari kælingu á svæðum með þykkari hlutum.
6. Stofnkerfi
• Veldu viðeigandi útgjafakerfi eins og ejector pinna, strippplötur eða útkast í lofti. Algengt er að hallapinnar eru notaðir og ber að setja hann á svæði sem geta veitt nægjanlegan kraft til að ýta hlutanum út úr mótinu án þess að afmynda hann.
• Reiknaðu útkastkraftinn sem krafist er út frá rúmfræði hlutans og núninginn milli plastsins og mold yfirborðsins.
7. Mikið efni val
• Veldu mygluefni sem þolir mikinn inndælingarþrýsting og hitastig. Algengt er að notuð efni séu verkfærastál eins og P20 eða H13. Valið veltur á þáttum eins og framleiðslurúmmáli, gerð plasts sem notuð er og nauðsynlegur yfirborðsáferð.
8.þol og nákvæmni hönnun
• Settu viðeigandi vikmörk fyrir stærð mygluholsins og kjarna til að tryggja að framleiddur geymslukassi uppfylli nauðsynlegar forskriftir. Hugleiddu þætti eins og rýrnun plastefnisins við kælingu.
• Notaðu nákvæmni vinnsluaðferðir og gæðaeftirlitsaðferðir meðan á mygluframleiðslu stendur til að ná tilætluðu nákvæmni.
Stáltegundin fyrir plastgeymslukassa mót

Þegar kemur að stálgerðum fyrir plastgeymslukassa mót eru nokkrir möguleikar almennt notaðir:
1.P20 stál
Einkenni: Það er fyrirfram hert stál með góða vinnsluhæfni. Það hefur tiltölulega gott jafnvægi hörku og hörku. Hörkan er venjulega á bilinu 28 - 36 HRC.
Kostir: Það þolir innspýtingarþrýstinginn meðan á mótunarferlinu stendur. Það er hentugur fyrir miðlungs - til - mikið magn framleiðslu plasthluta eins og geymslukassa. Yfirborðsáferðin sem náðst hefur með P20 stáli getur verið nokkuð gott eftir rétta fægingu, sem er gagnlegt fyrir útlit mótaðra kössar.
Takmarkanir: Fyrir ákaflega mikla rúmmálsframleiðslu eða þegar það er notað mjög slípandi plast getur það klæðst hraðar en sumum hærri - frammistöðu stáli.
2.H13 stál
Einkenni: H13 er heitt - vinnuverkfæri stál. Það hefur framúrskarandi hitaþol og þolir háan hita sem tengist endurteknum stungulyfjum í plasti. Það hefur hörku í kringum 48 - 52 HRC eftir hitameðferð.
Kostir: Það er mjög endingargott og ræður við háa þrýstingsmótun. Þetta gerir það að frábæru vali fyrir stórar - stórar eða flóknar - lagaðar geymslukassa þar sem moldin er undir verulegu álagi. Það hefur einnig góða mótstöðu gegn hitauppstreymi, sem er mikilvægt fyrir mót sem eru notuð stöðugt.
Takmarkanir: Það er dýrara en P20 stál og þarfnast vandaðrar hitameðferðar meðan á framleiðsluferlinu stendur til að ná fram sem bestum eiginleikum.
3.718 stál
Einkenni: 718 stál er króm - nikkel - mólýbden ál stál. Það hefur mikinn styrk og góðan víddarstöðugleika. Hægt er að aðlaga hörku eftir sérstökum kröfum með réttri hitameðferð.
Kostir: Það veitir framúrskarandi fægni, þannig að mótaðir hlutar hafa slétt og glansandi yfirborð. Það er hentugur til að móta plastgeymslukassa sem krefjast mikils gæða útlits. Það hefur einnig góða mótstöðu gegn sliti og tæringu, sem hjálpar til við að lengja líf moldsins.
Takmarkanir: Svipað og H13, það er tiltölulega kostnaðarsamt og þarf að stjórna framleiðsluferlinu nákvæmlega til að nýta eiginleika þess að fullu.
Hversu lengi endist moldin?
Líftími plastkassa móts getur verið mjög breytilegur eftir nokkrum þáttum.
Ef moldin er úr hágæða stáli eins og H13 og er vel - viðhaldið og notað fyrir tiltölulega minna svarfandi plast getur það varað í hundruð þúsunda til yfir milljón innspýtingarferla. Til dæmis, í holu - keyrslu framleiðsluaðstöðu þar sem moldin er notuð til að framleiða sameiginlegar geymslukassar úr pólýetýleni eða pólýprópýleni, og með réttri umönnun eins og reglulega hreinsun, smurningu og hitastýringu gæti moldið varað fyrir 500, {{{{{ 5}} hringrás eða meira.
Hins vegar, ef moldin er úr lægri stigsefni, eða ef það er notað til að móta plast með svarffylliefni, eða ef það er beitt óviðeigandi meðhöndlun (svo sem yfir -innspýtingarþrýstingur, léleg kæling sem veldur vindi eða ófullnægjandi útkast sem leiðir leiðir sem leiða leiðir sem leiða leiðir sem leiða leiðir sem leiða leiðir sem leiða leiðir sem leiða leiðir sem leiða til þess Til að skilja við skemmdir meðan á fjarlægingu stendur) getur líftími þess verið miklu styttri. Í sérstökum tilvikum gæti mygla aðeins varað í nokkur þúsund lotur fyrir verulegan klæðnað, sprungur eða aðrar skemmdir gera það ónothæft.
Pakki &. Afhending

Mygla hluti
Myglustál

Heitt hlaupakerfi

Venjulegir hlutar

Hvernig á að geyma plastform?
1. Hreinsun fyrir geymslu
Hreinsið moldið vandlega til að fjarlægja leifar plast, óhreinindi eða rusl. Notaðu viðeigandi hreinsiefni sem henta fyrir moldefnið. Til dæmis, fyrir stálform, geturðu notað vægt þvottaefni og mjúkt - burstað bursta til að skrúbba burt allar festar plastagnir.
Gakktu úr skugga um að þrífa líka kælisrásirnar. Að skola þá með hreinsilausn og þurrka þá alveg til að koma í veg fyrir vöxt ryðs eða mold.
2. Notaðu hlífðarhúð
Notaðu ryð - forvarnarhúð á moldflötina, sérstaklega ef það er úr málmi. Það eru ýmsar viðskiptalegir ryð - fyrirbyggjandi olíur í boði. Húðaðu allt moldholið, kjarna og aðra málmhluta til að mynda verndandi hindrun gegn raka og oxun.
3. Fyrir mót með fáguðum flötum, notaðu ekki slípiefni til að varðveita fráganginn. Þetta hjálpar til við að viðhalda yfirborðsgæðum moldsins, sem er mikilvægt fyrir gæði síðari plastkassaafurða.
Rétt geymsluumhverfi
Geymið mótið á þurru, köldum og vel - loftræstum svæði. Forðastu að geyma það á stað með miklum rakastigi, þar sem það getur leitt til myndunar á ryð. Hlutfallslegt rakastig undir 60% er yfirleitt tilvalið.
Settu moldina á flatt, stöðugt yfirborð eða á viðeigandi geymslu rekki. Forðastu að stafla þungum hlutum ofan á mótið til að koma í veg fyrir aflögun. Notaðu mold - sértækar geymslupakkar sem styður lögun moldsins og þyngdardreifingar.
4.Label og birgðir
Merktu greinilega moldina með upplýsingum eins og hlutanúmeri þess, gerð plastkassa sem hann er hannaður fyrir og dagsetningu síðustu notkunar eða viðhalds. Þetta hjálpar til við að auðvelda auðkenningu og sókn.
Hafðu birgðaskrá yfir öll geymd mót, þar með talið geymslu staðsetningu þeirra, ástand og hvers konar fylgihluti eða varahluti.

Viðbrögð viðskiptavina

Algengar spurningar
Sp .: Hvaða þætti þarf að huga að í mygluhönnun?
A: Vörukröfur eins og stærð, lögun, burðarstyrkur og niðurrifsaðferð rimlakassans, svo og mótunarferli þættir eins og efnisflæði, kælingu og loftræstingu, ber að taka tillit til. Einnig eru sjónarmið um kostnað og skilvirkni framleiðslu nauðsynleg fyrir alhliða hönnun.
Sp .: Hvaða efni eru venjulega notuð til að búa til plastgeymslukassa?
A: Algengt er að nota mygluefni er stál, svo sem P20, 718H, H13, SKD61 osfrv. Þessi efni hafa góða slitþol, mikla hörku og framúrskarandi hitauppstreymi.
Sp .: Hvernig á að tryggja gæði mygluefna?
A: Veldu venjulegan efnis birgja og athugaðu efnisgæðavottorðin, svo sem efnisskýrslur og hitameðferðarskýrslur. Framkvæmdu skoðun á efnunum, þ.mt hörkuprófum og málmgreiningum, til að tryggja að þau uppfylli hönnunarkröfur.
Sp .: Hvernig hefur vinnslunákvæmni moldsins áhrif á gæði plastgeymslukassans?
A: Vinnslunákvæmni hefur bein áhrif á víddar nákvæmni, útlitsgæði og afköst samsetningar rimlakassans. Vinnsla með mikla nákvæmni mygla getur tryggt nákvæma og stöðuga stærð rimlakassans, með sléttu yfirborði og engum göllum eins og burrs og flass, bætt gæði og afköst rimlakassans.
Sp .: Hvernig á að tryggja vinnslunákvæmni moldsins?
A: Notaðu háþróaða vinnslubúnað og tækni, svo sem CNC vinnslustöðvar og rafmagnsútgáfu. Meðan á vinnsluferlinu stendur, fylgdu stranglega hönnunarkröfum og notaðu nákvæmni mælingarbúnað til að framkvæma rauntíma uppgötvun og aðlögun mikilvægra víddar moldsins.
Sp .: Hvað ætti að gera ef suðulínur birtast meðan á sprautumótunarferlinu stendur?
A: Hægt er að leita lausna frá fjórum þáttum: myglu, búnaði, hráefni og ferli. Fyrir moldina, stilltu mygluhitastigið á viðeigandi hátt, breyttu breidd hlauparans, þversnið og staðsetningu hliðsins og stækkaðu loftrásina. Fyrir búnaðinn skaltu lengja mótunarferlið eða skipta um vél með stærri mýkingargetu. Fyrir hráefnin, vertu viss um að þau séu þurr og forðastu að bæta við fljótandi aukefnum og hægt er að bæta við viðeigandi smurefnum eða sveiflujöfnun. Fyrir ferlið skaltu auka sprautuþrýsting og tíma, stilla sprautuhraðann og lágmarka notkun losunarlyfja.
Sp .: Hvaða vandamál verða af völdum lélegrar loftræstingar við moldun innspýtingar?
A: Það mun leiða til erfiðleika við bráðnun, sem leiðir til ófullnægjandi inndælingarrúmmáls og vanhæfni til að fylla holrýmið. Háþrýstingur verður einnig myndaður í holrýminu, sem gerir gas kleift að fara inn í plastið, sem veldur gæðagöllum eins og tómum, svitahola, lausum mannvirkjum og silfri rákum, sem hefur áhrif á vélrænni eiginleika og útlitsgæði plasthlutans.





