


Forskriftir um mold
|
Nafn mygla |
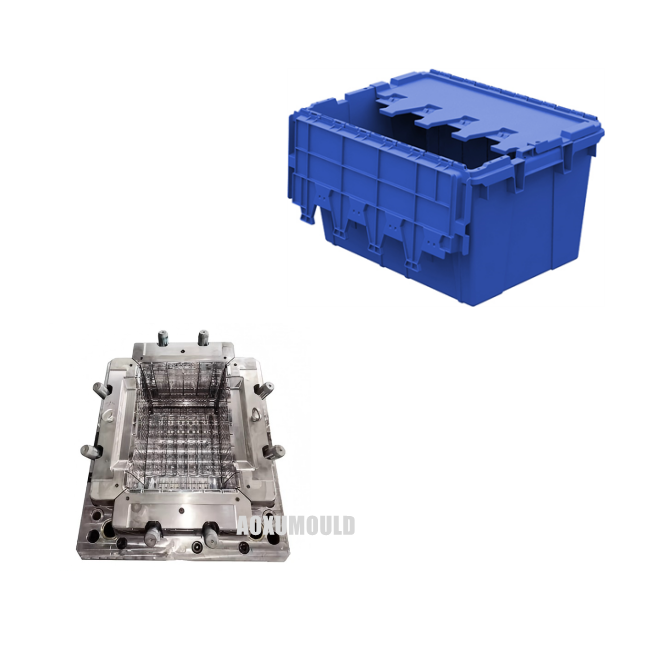
Plast Logistics kassamót |
|
Vöruefni |
HDPE/PP |
|
Vörustærð |
600x400x280mm |
|
Vöruþyngd |
2,8 kg |
|
Mótefni fyrir holrúm &. Kjarni |
P20/718H/H13 |
|
NO af hola |
1 holrúm |
|
Inndælingarkerfi |
Heitur hlaupari |
|
Hentug sprautuvél |
650T |
|
Mótastærð |
850X580X900mm |
|
Mótþyngd |
3500 kg |
|
Líftími mygla |
meira en 500,000stk |
|
Afhendingartími |
55 dagar |

Hvernig á að hanna góðan plastflutningskassa?
1.Ákvarða tilgang og kröfur
Virkni: Íhugaðu hvaða hluti kassinn geymir. Til dæmis, ef það er fyrir viðkvæmar vörur, gætir þú þurft að hanna innri skilrúm eða dempunareiginleika. Ef það er fyrir þunga hluti þarf kassinn að hafa mikla burðargetu.
Stærð: Mældu dæmigerða stærð hlutanna sem á að geyma eða flytja. Gakktu úr skugga um að kassinn gefi nóg pláss með smá svigrúmi til að auðvelda pökkun og upptöku. Taktu einnig tillit til staðlaðra bretta eða geymslustærða til að hámarka plássnýtingu.
Staflanleiki: Hannaðu kassann þannig að hægt sé að stafla honum á öruggan hátt. Þetta gæti falið í sér eiginleika eins og innfellda toppa og botn sem passa nákvæmlega saman eða styrkt horn til að styðja við þyngd staflaðra kassa.
Íhugaðu efniseiginleika
Plasttegund: Veldu viðeigandi plastefni út frá þáttum eins og styrk, sveigjanleika og kostnaði. Háþéttni pólýetýlen (HDPE) er algengt val vegna endingar, höggþols og efnaþols.
Veggþykkt: Ákvarðu viðeigandi þykkt kassavegganna. Þykkari veggir veita meiri styrk en auka einnig kostnað og þyngd. Þú getur notað verkfræðilega útreikninga eða uppgerð til að finna bestu þykktina fyrir fyrirhugaða burðarþolskröfur.
3.Hönnun uppbyggingu
Botn og hliðar: Grunnurinn ætti að vera breiður og stöðugur til að koma í veg fyrir að velti. Hægt er að hanna hliðarnar með rifbeinum eða bylgjum til að auka styrk. Til dæmis geta lóðrétt rif aukið viðnám kassans gegn hliðarkraftum.
Handföng og op: Innifalið handföng sem auðvelt er að grípa í og nógu sterkt til að bera þyngd hlaðins kassa. Hannaðu opið á þann hátt að það veitir þægilegan aðgang að innihaldinu, svo sem loki með hjörum eða nógu stórum toppi sem hægt er að fjarlægja.
Hönnun fyrir vöru &. Mygla

Hvernig á að búa til plastflutningskassamót með gæðum?
1.Efnisval
• Veldu viðeigandi moldefni í samræmi við þætti eins og væntanlegt framleiðslumagn, plastefni sem notað er og nauðsynleg nákvæmni. Oft notuð efni eru stálblendi eins og P20 og H13. Þessi efni hafa góða hörku, slitþol og hitameðferð.
2.Vélvinnsla
• Grófvinnsla: Notaðu vinnsluaðferðir eins og mölun og beygju til að fjarlægja mest af umframefninu úr formið til að mynda gróflega lögun mótsins.
• Ljúktu vinnslu: Notaðu nákvæmni vinnslubúnað eins og CNC vinnslustöðvar til að ná fram mikilli nákvæmni vinnslu á moldholinu, kjarna og öðrum lykilhlutum til að tryggja að yfirborðsgróft og víddarnákvæmni uppfylli kröfurnar. Þetta ferli felur einnig í sér vinnslu á smáatriðum eins og kælirásum.

3.Hitameðferð
• Framkvæma hitameðferðarferla eins og slökkva og temprun á véluðu mótahlutunum til að bæta hörku og styrk mótsins og auka slitþol þess og endingartíma.
4.Yfirborðsmeðferð
• Berið yfirborðsmeðferð eins og fægja, húðun eða áferð á yfirborð moldholsins. Fæging getur bætt yfirborðsáferð plasthlutanna sem framleiddir eru og húðun getur aukið tæringarþol og losunarafköst mótsins.
5.Samsetning og kembiforrit
• Settu saman ýmsa íhluti mótsins, þar á meðal holrúm, kjarna, útkastskerfi og hliðarkerfi, og tryggðu að samsetningin sé nákvæm og hreyfingin sé slétt. Gerðu síðan prufukeyrslur og kembiforrit með viðeigandi innspýtingarmótunarvél, stilltu færibreytur eins og innspýtingarþrýsting, hitastig og hringrásartíma til að hámarka mótunar- og áfyllingarferlið þar til hægt er að framleiða hæfa flutningskassa úr plasti á stöðugan hátt.
Þetta er flókið ferli sem venjulega krefst þátttöku reyndra mold-gerðar tæknimanna og háþróaðs framleiðslutækis.
Hvað's Tegund af stáli sem er gott fyrir flutningskassa mót?

Nokkrar gerðir af stáli eru hentugur fyrir flutningakassamót úr plasti:
1.P20 Stál
Það er forhert stál. P20 stál hefur góða vinnsluhæfni, sem þýðir að auðvelt er að móta það og móta það í smáatriðum meðan á mótunarferlinu stendur. Það býður einnig upp á gott jafnvægi á styrk og hörku. Hertu yfirborðið þolir þrýsting og núning meðan á sprautumótun plastflutningakassa stendur og hefur tiltölulega langan endingartíma.
2.H13 Stál
H13 er heitt vinnustál. Það hefur framúrskarandi hitaþol, sem er mikilvægt vegna þess að á meðan á sprautumótunarferlinu stendur er moldið oft undir háhita plastbráðnun. Það getur viðhaldið vélrænni eiginleikum sínum og víddarstöðugleika við háhitaskilyrði. Það hefur einnig mikinn styrk og góða slitþol, hentugur fyrir mót með mikla framleiðsluþörf fyrir plastflutningakassa.
Hvernig á að viðhalda Logistic Box Mouldinu okkar?

1. Regluleg þrif
Eftir hverja notkun skaltu hreinsa mótið vandlega til að fjarlægja plastleifar, rusl og önnur óhreinindi. Þú getur notað verkfæri eins og koparvírbursta til að hreinsa holrúm og kjarnaflöt varlega án þess að klóra yfirborð moldsins.
Notaðu viðeigandi leysiefni, svo sem sérhæfð mygla - hreinsiefni, til að leysa upp og fjarlægja þrjóskar plastleifar. Gakktu úr skugga um að leysirinn tæri ekki moldefnið.
2.Smurning
Berið smurefni á hreyfanlega hluta mótsins, eins og útstúfpinna og rennibrautir. Hágæða smurefni geta dregið úr núningi, komið í veg fyrir slit og tryggt mjúka hreyfingu þessara hluta meðan á mótunarferlinu stendur.
3. Skoðun og viðgerðir
Skoðaðu mótið reglulega fyrir merki um slit, sprungur eða aðrar skemmdir. Einbeittu þér að svæðum eins og yfirborði holrúms, skillínu og útkastarkerfi. Ef einhver vandamál finnast skaltu gera við þau tímanlega. Hægt er að gera við minniháttar yfirborðsskemmdir með fægingu og öðrum aðferðum og alvarlegri skemmdir gætu þurft suðu og endurvinnslu.
4. Ryðvarnir
Ef mótið er ekki notað í langan tíma skaltu grípa til ryðvarnaráðstafana. Húðaðu yfirborð moldsins með ryðvarnarolíu til að mynda hlífðarfilmu og koma í veg fyrir að myglusveppurinn ryðgi vegna raka og annarra þátta.
5.Rétt geymsla
Geymið mótið í þurru, loftræstu umhverfi með viðeigandi hitastigi. Forðist að geyma það á stað með miklum raka eða miklu ryki. Þú getur notað moldgeymslurekki til að halda mótinu í uppréttri stöðu til að koma í veg fyrir aflögun.
Pakki &. Afhending

Móthlutar
Mót Stál

Hot Runner System

Staðlaðir hlutar

Athugasemdir viðskiptavina

Algengar spurningar
Sp.: Hvernig get ég ákvarðað besta holaskipulagið fyrir fjölhola mót?
A: Íhugaðu stærð og lögun flutningakassans, tiltækan klemmukraft innspýtingarmótunarvélarinnar og nauðsynlegt framleiðslumagn. Reyndu að jafna moldfyllinguna jafnt á milli holanna til að tryggja stöðug gæði hluta. Til dæmis, ef kassinn er stór, gæti eitt hola eða tvöfalt hola mót verið hentugra til að forðast vandamál með ófullnægjandi klemmukrafti.
Sp.: Hvaða hönnunareiginleikar eru mikilvægir til að auðvelda mótun?
A: Fullnægjandi dráttarhorn á lóðréttu yfirborði kassahönnunarinnar skipta sköpum. Venjulega er mælt með djúpristuhorni upp á 1 - 3 gráður. Íhugaðu einnig staðsetningu og hönnun útkastskerfisins, svo sem útkastapinna sem eru settir á ósýnileg eða óvirk svæði í kassanum til að forðast merki á fullunna vöru.
Sp.: Hvaða stálflokkur er hagkvæmastur fyrir meðalstórt framleiðslumót?
A: P20 stál er oft góður kostur fyrir meðalstór framleiðslu. Það hefur góða vélhæfni, hægt að forherða það og veitir sanngjarnt jafnvægi á milli kostnaðar og frammistöðu. Það þolir þrýstinginn og slitið sem tengist mótun plastflutningakassa í meðalstórum framleiðsluskala.
Sp.: Hvernig vel ég húðunarefni fyrir yfirborð moldsins?
A: Fyrir flutningakassamót úr plasti getur non-stick húðun eins og PTFE-undirstaða húð verið gagnleg. Það hjálpar til við að losa plasthlutann auðveldlega og getur einnig veitt tæringarþol. Taktu tillit til hvers konar plasts sem verið er að móta og væntanlegs fjölda lota þegar þú velur húðun.
Sp.: Hvert er ásættanlegt þolmörk fyrir stærð mótsins?
A: Umburðarlyndi fer eftir stærð kassans og nauðsynlegri nákvæmni. Almennt, fyrir stærri flutningskassa, gæti vikmörk upp á ±{{0}}.1 - 0,3 mm fyrir heildarstærð moldholsins verið ásættanleg. Hins vegar, fyrir mikilvæga eiginleika eins og festingargöt eða mótunarfleti, gæti verið krafist þéttara vikmarks um ±0,05 mm.
Sp.: Hvernig get ég tryggt vinnslu nákvæmni kælirásanna?
A: Notaðu háþróaða CNC vinnslutækni og nákvæma verkfæri. Kælirásirnar ættu að vera boraðar eða fræsaðar með hárnákvæmni búnaði og síðan sannreyndar með því að nota skoðunartæki eins og borholur. Rásirnar ættu að hafa sléttan áferð til að tryggja skilvirkan hitaflutning og forðast heita bletti í mótinu.
Sp.: Hver eru lykilatriðin sem þarf að athuga við samsetningu móts?
A: Athugaðu hvort holrúmið og kjarnahlutirnir séu rétt stilltir. Gakktu úr skugga um að útkastskerfið virki vel án nokkurrar bindingar. Gakktu úr skugga um að hliðarkerfið sé rétt uppsett og að það sé enginn leki eða stíflur. Til dæmis ætti sprue runninn að vera þétt settur og í takt við inndælingareiningu mótunarvélarinnar.
Sp.: Hvernig leysi ég vandamál á meðan á mygluprófunarskeiðinu stendur?
A: Ef það eru vandamál eins og stutt skot (ófullkomin fylling), athugaðu fyrst inndælingarþrýsting, hitastig og hraðastillingar. Ef það eru snyrtivörur á kassanum skaltu skoða yfirborðsáferð moldholsins og gæði moldhúðunarinnar. Farið yfir dráttarhornin og virkni útkastkerfisins vegna vandamála við losun.





