



Mygla forskriftir
|
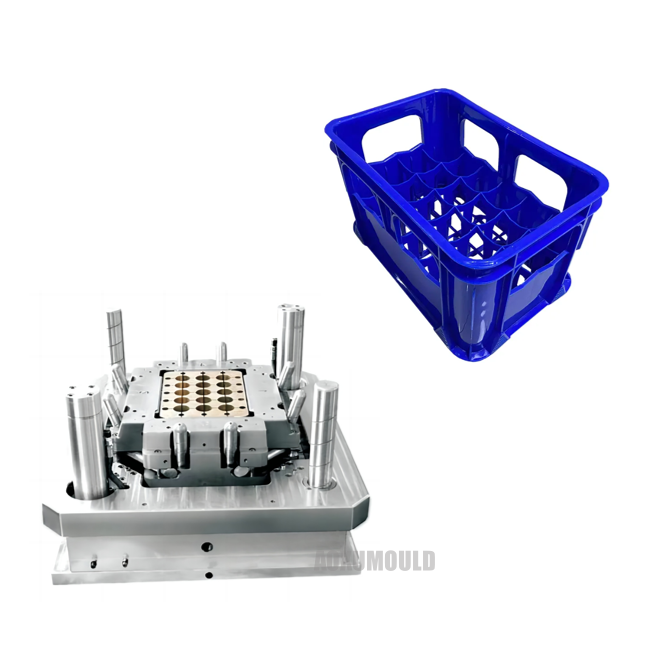
Mygluheiti |
Plastbjórkassa mygla |
|
Vöruefni |
HDPE |
|
Vörustærð |
348x260x315mm |
| Vöruþyngd | 1,32 kg |
|
Mótefni fyrir hola &. Kjarninn |
P20/718H/H13/2738 |
|
Nr af hola |
1 hola |
|
Innspýtingarkerfi |
Hot Runner Open Gates |
|
Hentug sprautuvél |
450T |
|
Moldastærð |
680x510x620mm |
|
Líftími myglu |
Meira en 500, 000 stk |
|
Afhendingartími |
50 dagar |
BeryllíumBRonzeIs USedFeðaCoolingAt PartingSUrface ofPLasticBEerRimlakassi

Plastbjórkassa mót eru lykilverkfæri til að framleiða bjórkassa og skiptir sköpum til að tryggja framleiðslugetu og gæði. Þegar búið er að búa til plastbjórkassaform er kælikerfið mjög mikilvægur hluti og með því að nota beryllíum brons sem kælingarefnið á skilnaðaryfirborðinu getur haft marga kosti.
Beryllium brons hefur framúrskarandi hitaleiðni, sem getur fljótt og á áhrifaríkan hátt flutt hitann á yfirborði moldsins í kælivatnið, dregið í raun hitastig moldsins, flýtt fyrir framleiðsluhraða og lengir þjónustulífi moldsins. Þessi skilvirka kælingaraðferð getur dregið úr aflögun og slit á bjórkassa mótum meðan á framleiðsluferlinu stendur og tryggt stöðugleika og gæði framleiðslu.
2. Beryllium brons er slitþolið efni sem getur í raun komið í veg fyrir slit og skemmdir á yfirborði mygla, lengt þjónustulífi mygla og dregið úr viðhaldskostnaði. Með því að nota beryllíum brons sem kælingarefnið við skiljunaryfirborðið getur það tryggt sléttleika og nákvæmni mold yfirborðsins, sem gerir framleiðslu á plastbjórkassa sléttari og skilvirkari.
Beryllium brons hefur einnig framúrskarandi tæringarþol, sem er fær um að standast tæringu efnavökva eins og sýrur og basa, sem tryggir stöðugan rekstur mygla til langs tíma. Þetta er sérstaklega mikilvægt fyrir plastbjórkassaform, þar sem þau komast oft í snertingu við ýmsar efnalausnir og fljótandi hráefni meðan á framleiðsluferlinu stendur.
4. með því að nota beryllíum brons sem kælingarefnið við skiljunaryfirborð plastbjórkassa mótar getur aukið skilvirkni framleiðslunnar, tryggt gæði vöru, lengt þjónustulífi mótanna og dregið úr viðhaldskostnaði.
Hönnun fyrir vöru &. Mygla

Af hverjuIS HDPECHosenFeðaPLasticBEerRimlakassi?
HDPE er skammstöfun pólýetýlens með mikla þéttleika og það er mjög algengt plastefni. Það eru margir kostir við að velja HDPE efni þegar bjórkassinn er búinn til.
Í fyrsta lagi er HDPE tiltölulega sterkt og endingargott plast. Þetta þýðir að bjórkassinn, úr HDPE, þolir langtíma notkun og endurtekna meðhöndlun. Þetta hefur mikla þýðingu fyrir bjórframleiðendur og dreifingaraðila, þar sem þeir þurfa að tryggja öryggi og heiðarleika vörunnar meðan á flutningi stendur.
Í öðru lagi er HDPE tiltölulega létt plastefni. Í samanburði við málm eða annað þung efni er rimlakassinn úr HDPE léttari við meðhöndlun, draga úr vinnuaflsstyrk starfsmanna og hjálpa til við að bæta skilvirkni og spara kostnað.
Að auki er HDPE hagkvæmt efni. Í samanburði við nokkur önnur hágæða plastefni er framleiðslukostnaður HDPE tiltölulega lágur, sem gerir bjórkassann úr HDPE miðlungs verði, sem gerir það að efnahagslegu vali fyrir framleiðendur.
Að auki er HDPE endurvinnanlegt plastefni. Í dag, með stöðugri bata á umhverfisvitund, hefur sjálfbær þróun orðið í brennidepli athygli fólks. Að velja að nota endurvinnanlegt HDPE efni til að búa til bjórkassa getur dregið úr áhrifum á umhverfið og uppfyllt kröfur um umhverfisvernd.
HvernigTo OptimizeThannExhaustSYstem ofPLasticBEerRimlakassi Mygla?
Í framleiðsluferli plastbjórkassa myglu mun hönnun og hagræðing útblásturskerfisins hafa bein áhrif á gæði vöru og framleiðslugetu. Gott útblásturskerfi getur í raun fjarlægt loft og gas, komið í veg fyrir myndun galla eins og loftbólur og stutt springa og tryggt yfirborðsáferð og styrk vörunnar.
Til að hámarka útblásturskerfi plastbjórkassamótsins getum við gripið til eftirfarandi ráðstafana:
1. Hannaðu hæfilega útblástursrás: Á meðan á mold hönnunarstiginu stóð ætti að íhuga vöruuppbyggingu og stærð að fullu og útblástursrásin ætti að vera sæmilega hönnuð til að tryggja að hægt sé að losa loft og gas vel þegar plastefni eru fyllt. Útblástursrásin ætti að vera eins stutt og bein og mögulegt er og forðast dauð horn og efnisuppsöfnunarsvæði til að tryggja slétt útblástur.
2. Fjölgun útblásturshafna: Fjöldi útblásturshafna á viðeigandi hætti getur aukið útblásturs skilvirkni og komið í veg fyrir að loft verði föst í moldinni. Dreifðu útblásturshöfnum jafnt, sem nær yfir allt yfirborð moldsins til að koma í veg fyrir myndun loftbólna og stuttra sprautur á háþrýstingssvæði vörunnar.
3. Stilltu staðsetningu útblástursgáttarinnar: Í samræmi við sérstaka lögun og burðarvirki vörunnar skaltu stilla staðsetningu útblástursgáttarinnar. Útblásturshöfn eru venjulega stillt lengst og þykkasti hluti vörunnar til að tryggja að hægt sé að losa loftið vel.
4. Notaðu útblástursálar eða pneumatic útblásturskerfi: Með því að setja útblástur nálar á yfirborð moldsins eða inni í mygluholinu og nota þjappað loft eða lofttæmiskerfi til að aðstoða við útblástur er hægt að bæta útblásturs skilvirkni og forðast er myndun loftbólna og forðast stuttar sprautur.
5. Hreinsið reglulega og haldið útblásturskerfinu: Hreinsið reglulega og haldið útblásturskerfinu, fjarlægðu uppsöfnuð efni og óhreinindi frá útblásturshöfnum og rásum, tryggðu slétt útblástur og forðast stíflu sem getur valdið lélegu útblæstri.
Fyrir-DEmformationTREATMENT OFPLasticBEerRimlakassi InjectionMygla
Plastbjór rimlakassi mygla þarf að gangast undir forvarnarmeðferð (einnig þekkt sem öfug bótahönnun), aðallega til að vinna gegn óafturkræfri rýrnun og aflögun plasts sem stafar af efniseiginleikum, ferli aðstæðum osfrv. Við innspýtingarmótun og kælingu, sem tryggir víddar nákvæmni, burðarstyrk og þjónustulífi lokaafurðarinnar.
1.
1.1 Efni rýrnunareinkenni
Plastefni (svo sem HDPE, PP) gangast undir rýrnun rúmmáls þegar það er bráðnað og kælt (dæmigerður rýrnun 1,5% til 4%).
Anisotropic rýrnun: rýrnunarhraðinn í flæðisstefnu og lóðrétta átt er verulega frábrugðin (til dæmis, HDPE minnkar um 1,5% í rennslisstefnu og 3% í lóðrétta átt), sem leiðir til aflögunar.
1.2 Ójöfn kæling
Mismunur á kælingartíðni á mismunandi svæðum í moldinni getur valdið hitauppstreymi. Til dæmis kólna brúnir plastbjórkassans fljótt niður á meðan miðjan kólnar hægt og leiðir til íhvolfa eða kúpt aflögunar.
1.3 Sameindarstefnu og leifar streitu
Þegar bræðslan rennur er sameindakeðjunum raðað eftir flæðisstefnu. Eftir kælingu myndast innra streita. Það má sleppa því eftir langtímageymslu eða í krafti, sem leiðir til víddarbreytinga.
2.. Hagnýtur kröfur bjórsinsrimlakassiKeyrðu forvarnir
2.1 Nauðsynlegt er hávídd nákvæmni
Það þarf að samræma bjórkassann nákvæmlega með fyllingarlínunni og flytja bretti. Ef víddarvikið fer yfir ± 0.
2.2 Kröfur álagsstyrks
Hvert tilfelli þarf að bera 24 til 36 flöskur af bjór (með samtals 15 til 25 kíló). Ef streitustyrkur á sér stað vegna aflögunar er það tilhneigingu til að sprunga á veikum stöðum.
2.3 Kröfur um endurvinnslu
Plastbjórkassinn þarf að standast meira en 200 sinnum af hleðslu, affermingu og hreinsun. Meðferð fyrir varnarmeðferð getur komið í veg fyrir óafturkræf aflögun af völdum langvarandi slökunar á streitu.
PrófaPlastbjórkassa mygla
Mygla hluti
Myglustál

Heitt hlaupakerfi

Venjulegir hlutar

Pakki &. Afhending

Algengar spurningar
>1. Hvað er plastbjórkassa mygla?
Það er tæki sem notað er til að framleiða plasthluta með því að sprauta plasti í moldholið.
>2. Hvaða efni eru notuð til að búa til plastbjórkassa myglu?
Algengustu efnin sem notuð eru til að búa til innspýtingarform eru hágæða stál, svo sem P20, 718, 2738, ETC.
>3. Hver er ferlið við að búa til plastbjórkassa myglu?
Ferlið við að búa til mold inniheldur hönnunarverkfræði, forritun á vél, verkfæri tilbúnings, mygluprófun og staðfestingu.
>4. Er hægt að aðlaga mót að sérstökum vöruþörfum?
Já, hægt er að aðlaga mót að sérstökum vörukröfum eftir hönnun og forskriftum verkefnisins.
>5. Hverjir eru nokkrir þættir sem þarf að hafa í huga þegar búið er að búa til plastformin okkar?
Nokkrir þættir sem þarf að hafa í huga þegar búið er að búa til plastform eru vöruhönnun, val á plasti, val á mygluefni, innspýtingarmótunarvél, kælingartíma og viðhaldskröfur mygla.
>6. Hvað tekur langan tíma að búa til eitt sett af myglu?
Tíminn sem það tekur að búa til mygla getur verið breytilegur eftir flækjum og stærð moldsins.
Hins vegar tekur það venjulega á milli 6 og 8 vikur.
>7. Hvað er hægt að gera til að tryggja moldgæðin?
Til að tryggja myglu gæði, ætti að nota rétta hönnun og verkfræði, hágæða efni og strangar gæðaeftirlitsreglur meðan á öllu ferlinu stendur.
>8. Hve lengi getur mold varað?
Líftími mold getur verið breytilegur eftir gæðum myglu, viðhaldsaðferða og rekstrarskilyrða. Vel viðhaldið mygla getur varað í hundruð þúsunda lotna.
>9. Hver er ávinningurinn af því að búa til plastsprautuform?
Nokkur ávinningur af því að búa til plastform inniheldur hraðari framleiðslutíma, lægri kostnað á hverja einingu, mikla nákvæmni og getu til að framleiða flókin form og hönnun.
>10. Er hægt að gera við og viðhalda plastbjórkassamótinu okkar?
Já, það er hægt að gera við það og viðhalda því að lengja líftíma þeirra. Reglulegt viðhald getur komið í veg fyrir sundurliðun og tryggt stöðug gæði.
Viðbrögð viðskiptavina






