


Mygla forskriftir
|
Mygluheiti |
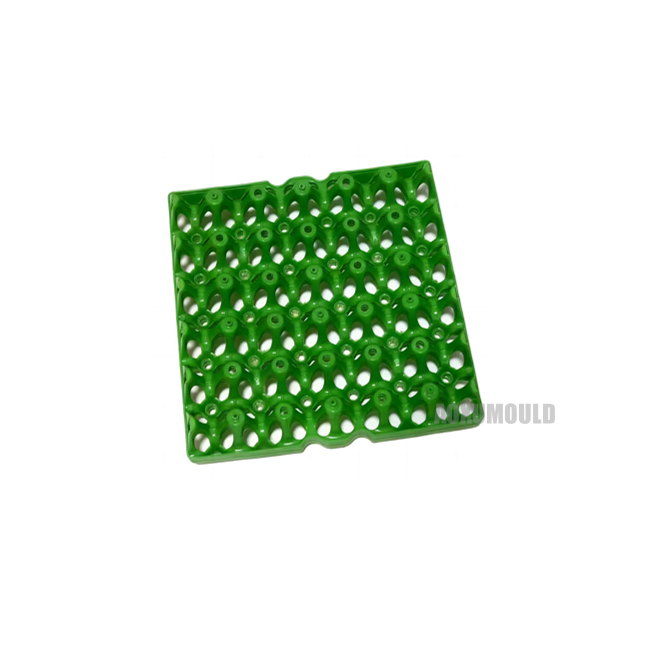
Plast eggjakaka |
|
Vöruefni |
PP, plast |
|
Vörustærð |
295x295x50mm |
|
Vöruþyngd |
300GRAMS |
|
Mótefni fyrir hola &. Kjarninn |
P20, 718 |
|
Myglustöð |
P20, 718H |
|
Innspýtingarkerfi |
Kaldur hlaupari |
|
Hentug sprautuvél |
350T |
|
Moldastærð |
510x510x150mm |
|
Líftími myglu |
Meira en 500, 000 stk |
Af hverjuCHooseTo USEPLasticEGGTRay?
Plast eggbakki er mjög hagnýt eldhúsáhöld sem hafa marga kosti og getur fært okkur mikla þægindi og þægindi.
Í fyrsta lagi eru plastegg léttari, auðveldara að þrífa og minna tilhneigingu til að ryðga miðað við hefðbundna málm eggbakka. Þegar við notum venjulega málm eggbakka finnum við oft að málmefnið er auðvelt að verða óhreint og það er erfitt að þrífa það. Plast eggbakkar eru ekki aðeins léttir, heldur einnig þægilegri og skilvirkari í notkun. Hægt er að hreinsa þau með bara einföldum skolun og draga úr vinnuálagi okkar.
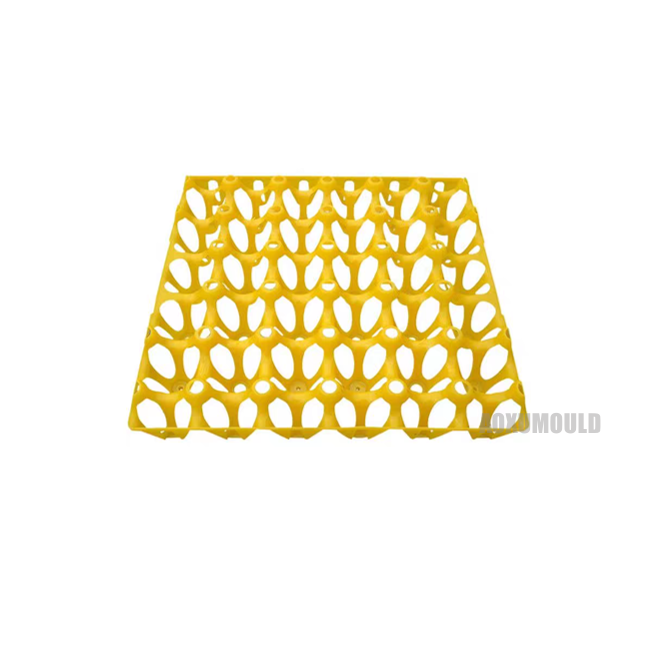
Í öðru lagi er útlit plast eggjabakka fjölbreytt, með skærum litum og nýjum stíl, sem hægt er að passa við mismunandi eldhússkreytingar til að auka heildar fegurð eldhússins. Þegar við notum það getum við valið uppáhalds litasamsetningarnar okkar eftir persónulegum óskum, sem bætir tilfinningu um skemmtileg og skreytingar.
Enn og aftur hafa plast eggbakkar ákveðna and -rennieiginleika, sem gerir það erfitt fyrir egg að renna af þegar þau eru sett á bakkann, forðast árekstra eggja og draga úr tjónshraða. Þegar við notum hefðbundna málm eggbakka lendum við oft í aðstæðum þar sem egg renna af, valda því að þau springa og auka óþarfa úrgang. Plast eggbakkar hafa ákveðna and -rennieiginleika, sem geta í raun verndað egg, lengt geymslutíma og dregið úr matarsóun.
Að lokum eru plast eggbakkar á viðráðanlegu verði og hafa langan líftíma, sem gerir þá að hagkvæmu eldhúsáhöldum. Þegar við kaupum eldhúsáhöld, teljum við venjulega verðstuðulinn og plast eggjaklasar eru ódýrir, hagkvæmir, hafa langan þjónustulíf, eru ekki auðveldlega skemmdir og eru mjög hagnýtir heimilishlutir.
HvernigTo DeTermineThannTypeAndPEoseOf InjectionGátFeðaPLasticEGGTgeislaMygla?

Plast eggbakkar eru algengur heimilishluti sem gerður er með sprautu mótunartækni meðan á framleiðsluferlinu stendur. Innspýtingarhliðið er mjög mikilvægur hluti af sprautumótun, sem hefur bein áhrif á mótunargæði og ferli skilvirkni vörunnar. Hér að neðan mun ég greina í smáatriðum tegundir og stöðu sprautu mótunarhliðar fyrir plast eggjakökur.
Í fyrsta lagi skulum við líta á þær gerðir af sprautu mótum. Fyrir smástórar vörur eins og plast eggbakka, eru algengar innspýtingarmótunartegundir punktblokkunarhlið, hliðarblokkunarhlið og bein hlið. Punktblokkunarhlið er tegund hliðar sem sprautar bráðnu plasti í moldhol frá einni eða fleiri hliðum vöru, hentugur fyrir vörur með tiltölulega flata fleti. Hliðarblokkunarhlið er notað til að sprauta bráðnu plasti í mygluholið frá annarri hlið moldsins og hentar við aðstæður þar sem vöruyfirborðið hefur ójafn áferð. Beint hella hlið er notað til að sprauta bráðnu plasti beint í moldholið frá toppi vörunnar, hentugur fyrir vörur með einföldum formum. Þegar þú velur gerð sprautu mótunarhliðsins er nauðsynlegt að taka hæfilegt val út frá hönnun og framleiðsluþörf vörunnar.
Næst skulum við tala um staðsetningu sprautu mótunarhliðsins. Fyrir vörur eins og plast eggbakka er algengt að velja að setja hlið á jaðar vörunnar til að auðvelda inngang plasts í moldholið og fylla alla vöruna. Á sama tíma getur það einnig dregið úr tíðni loftbólna og stuttra efna meðan á sprautunarferlinu stendur og tryggt gæði mótunar vöru. Þegar þú velur stungustaðinn er nauðsynlegt að huga að þáttum eins og útlitskröfum vörunnar, erfiðleikum við mótun og eftirmeðferð hliðarinnar til að ákvarða að lokum viðeigandi stöðu.
Að auki, til að bæta útlitsgæði og framleiðslu skilvirkni vörunnar, er hægt að gera nokkrar hagræðingar í vöruhönnun og myglubyggingu. Til dæmis, með því að fjölga mygluholum, setja upp steypupinna eða útblásturskerfi, er hægt að bæta mótunarnákvæmni og framleiðslu skilvirkni afurða. Á sama tíma er einnig hægt að íhuga sérstaka ferli tækni eins og Hot Runner Technology og parketered mótun til að bæta enn frekar gæði og framleiðslu skilvirkni vörunnar.
Hönnun fyrir vöru &. Mygla

FramfarirARrangement ofPLasticEGGTgeislaInjectionMygla PRocessing
Vinnsluáætlunin með stungulyfinu í plastbakkanum ætti að fylgja kerfisbundnu ferli, ásamt mygluframleiðslutækni og tímamótum verkefna til skipulagningar. Eftirfarandi er umgjörðin til að tímasetja vinnslu framvindu AOXU mold.
1. hönnunarstig (5-10 dagar)
Kröfugreining: Skýrðu forskriftir vöru (stærð, fjöldi holna, niðurbrots halla osfrv.) Og kröfur um líf myglu.
Hönnun myglubyggingar: Ljúktu við hönnun 3D skilnaðar, hella kerfisins (punkthlið eða hliðarhlið), kælikerfi og kastabúnaði.
Teikning framleiðsla: Búðu til vinnsluteikningar, samsetningarteikningar og rafskautshönnunarteikningar og staðfestu lykilþol (eins og ± 0. 05mm) við viðskiptavininn.
2. Efnisundirbúningur (3-5 dagar)
Innkaup á myglu: Veldu staðlaða myglubasar (svo sem LKM staðal) byggð á myglustærð, eða sérsniðið óstaðlaðan mygla undirstaða.
Stálpöntun: Fyrirfram hert stál (svo sem P20 eða 718H) er valið fyrir holrúm/kjarna og mikið hörkuefni (svo sem H13) eru notuð fyrir stefnuspennuna og rennibrautina.
Undirbúningur útvistaðra hluta: Forpöntunarheitt hlaupakerfi og venjulegir hlutar (uppsprettur, leiðarasúlur osfrv.).
3. Vinnslustig (15-25 dagar)
Gróft vinnsla: CNC mölun á mold grunnviðmiðunaryfirborði og hola útlínu, með fráteknu nákvæmni vinnslupeningum 0. 2-0. 3mm.
Hitameðferð: Tómarúm slökkt er á hlutum sem krefjast mikillar hörku (svo sem hörku HRC 48-52).
Nákvæmni vinnsla:
Precision Milling: Ljúktu við vinnslu á yfirborði holrýmisins (mælt er með því að nota fimm ás vélartæki).
Rafmagns losunarvinnsla (EDM): Vinnslusvæði sem CNC ræður ekki við, svo sem djúp gróp og skörp horn.
Skurður á vír: Precision Hole Processing eins og göt á ejector pinna og settu rifa.
Yfirborðsmeðferð: Pússa holrýmið við yfirborð spegilsins (RA minna en eða jafnt og 0. 1 μ m) og framkvæma nitriding meðferð ef þörf krefur.
4. samsetning og gangsetning (5-7 dagar)
Íhluta samsetning: Settu upp kælikerfið og kælivatnsrásina (þarf 3MPA þrýstipróf).
Mótprófunarpróf: Athugaðu passa tímaskipta (bil minna en eða jafnt og 0. 02mm) og sléttleika rennibrautarinnar.
Fyrirfram samþykki: Framkvæmdu tóm moldapróf í moldverksmiðjunni og skráðu lykilupplýsingar um víddar.
5. Rannsóknarmótun og hagræðing (3-5 dagar)
Fyrsta rannsókn mótun (T1): Staðfestu færibreytur fyrir sprautu (efnishitastig, geymslutíma) og afurðaáhrif afurða.
Leiðrétting á vandamálum:
Stilltu dýpt útblástursgrópsins (venjulega 0. 02-0. 03mm).
Fínstilltu skipulag kælivatnskerfisins til að draga úr hringrásartíma.
Lagaðu flass eða rýrnun á vandamálum (með því að draga úr sprautuþrýstingi eða breyta hliðarstærð).
Forframleiðslu prufumót (t 2- t3): Framleiða stöðugt 100-200 mót til að sannreyna stöðugleika.
Próf áPlast eggjakaka
Pakki &. Afhending

Mygla hluti
Myglustál

Heitt hlaupakerfi

Venjulegir hlutar

Algengar spurningar
Viðbrögð viðskiptavina






