



Forskriftir um mold
|
Nafn mygla |
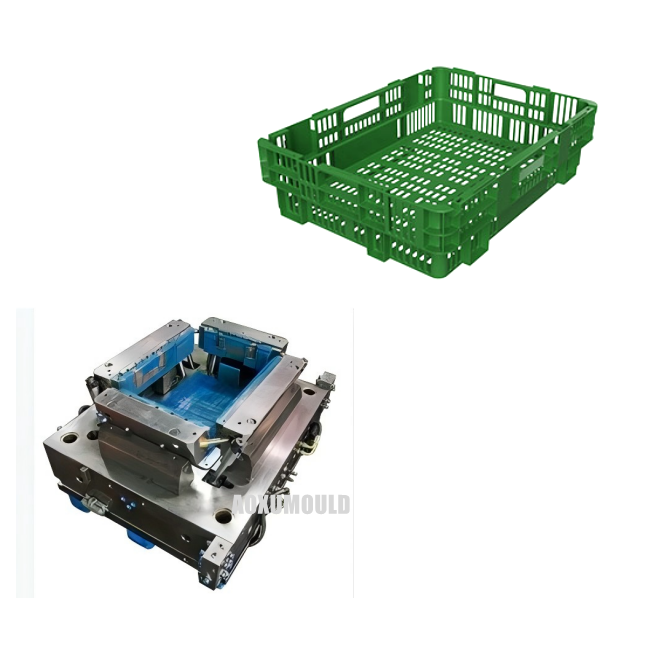
Mót fyrir ávaxtakassa úr plasti |
|
Vöruefni |
HDPE/PP |
|
Vörustærð |
600 x 400 x 310 mm |
|
Vöruþyngd |
2,2 kg |
|
Mótefni fyrir holrúm &. Kjarni |
P20/718H/H13 |
|
NO af hola |
1 holrúm |
|
Inndælingarkerfi |
Heitur hlaupari |
|
Hentug sprautuvél |
650T |
|
Mótastærð |
850x580x900mm |
|
Mótþyngd |
3500 kg |
|
Líftími mygla |
meira en 500,000stk |
|
Afhendingartími |
55 dagar |
Af hverju þurfum við mold fyrir ávaxtagrindur úr plasti?

Mót eru nauðsynleg fyrir ávaxtagrindur úr plasti af ýmsum ástæðum.
Í fyrsta lagi,mót gefa ávaxtagrindunum úr plasti ákveðna lögun. Þeir tryggja að hver rimlakassi sé af samræmdri og nákvæmri hönnun. Til dæmis getur vel hannað mót búið til rimlakassa með réttum stærðum til að stafla snyrtilega og geymt tiltekið magn af ávöxtum.
Í öðru lagi,mót gera ráð fyrir fjöldaframleiðslu. Þegar mót er búið til er hægt að nota það til að framleiða mikinn fjölda eins plastgrindar á skilvirkan og hagkvæman hátt. Þetta er miklu fljótlegra og áreiðanlegra en að reyna að móta hverja rimlakassa með höndunum.
Að lokum,notkun móta getur einnig haft áhrif á styrk og endingu rimlanna. Hvernig plastið er mótað getur haft áhrif á burðarvirki þess, sem gerir rimlana hentugri fyrir mikla notkun eins og flutning og geymslu á ávöxtum.
Hvað er sprautumót?

Sprautumót (eða sprautumót á amerískri ensku) er tæki sem notað er í framleiðsluferlinu sem kallast sprautumótun.
Sprautumótun er aðferð til að framleiða hluta með því að sprauta bráðnu efni (venjulega plasti, en getur líka verið málmur eða önnur efni) inn í moldhol. Sprautumótið hefur tvo meginhluta: hola (sem gefur ytri lögun vörunnar) og kjarna (sem myndar innri hluta vörunnar). Þegar efninu er sprautað undir miklum þrýstingi í rýmið á milli holrúms og kjarna tekur það form mótsins þegar það kólnar og storknar. Þannig er hægt að framleiða mikinn fjölda eins vara með flóknum formum á skilvirkan hátt og með mikilli nákvæmni.
Hvernig á að tryggja hágæða framleiðslu á ávaxtakistum úr plasti?
1.Hönnun
• Nákvæmar upplýsingar: Móthönnunin ætti nákvæmlega að passa við stærðir og byggingarkröfur ávaxtakistunnar. Íhugaðu þætti eins og stærð, lögun, veggþykkt og hvers kyns sérstaka eiginleika eins og handföng eða loftræstingargöt rimlakassans.
• Flæðisgreining: Notaðu mold - flæðisgreiningarhugbúnað til að líkja eftir plastsprautunarferlinu. Þetta hjálpar til við að hámarka hlaupakerfið og hliðarstaðsetninguna til að tryggja jafna fyllingu í moldholinu, sem dregur úr hættu á göllum eins og stuttum skotum eða skekkju.
2.Efnisval
• Mold Grunnefni: Veldu hágæða stál, eins og P20 eða H13 stál. Þessi efni hafa góða hörku, slitþol og hitameðhöndlunareiginleika til að standast háan þrýsting og hitastig við sprautumótun.
• Yfirborðsmeðferð: Berið viðeigandi yfirborðsmeðhöndlun á moldholið, svo sem að fægja að ákveðnu grófleikagildi (til að fá betri útskilnað og útlit) eða harða húðun til að auka slitþol.
Vinnslu nákvæmni
• CNC vinnsla: Notaðu háþróaðan CNC (Computer Numerical Control) vinnslubúnað til að tryggja hárnákvæmni framleiðslu á mótahlutunum. Nákvæmni lögun og mál holrúmsins hefur bein áhrif á gæði endanlegs plastkassans.
• Umburðarþolsstýring: Stýrðu nákvæmlega vinnsluvikmörkunum. Til dæmis gæti vikmörk holrúmmálanna verið innan við ±0.05 mm til að tryggja rétta passun og samræmda veggþykkt plastkassans.
3.Kælikerfi
• Skilvirkar kælirásir: Hannaðu áhrifaríkt kælikerfi með vel settum kælirásum. Þetta hjálpar til við að stjórna kælihraða plastsins meðan á inndælingu stendur, dregur úr lotutíma og lágmarkar röskun á hluta.
• Jafnvæg kæling: Gakktu úr skugga um að kælingin dreifist jafnt yfir mótið til að koma í veg fyrir mismunasamdrátt og skekkju á plastkassanum.
4.Gæðaprófun
• Málskoðun: Notaðu nákvæmni mælitæki eins og hnit - mælivélar (CMM) til að athuga mál mótsins miðað við hönnunarforskriftir.
• Tilraunakeyrslur: Gerðu tilraunasprautumótun og skoðaðu vandlega framleiddu plastgrindur fyrir galla eins og flass, vaskamerki eða útkastarmerki. Gerðu lagfæringar á mótinu út frá niðurstöðum þessara prófana þar til æskilegum gæðum er náð.
Kassi innspýting mót með því að nota heitt hlauparakerfi hefur marga kosti og þarf að borga eftirtekt til aðalatriðin.
Af hverju notar rimlakassar Hot Runner innspýtingarkerfi?
1.Bæta framleiðslu skilvirkni: heita hlaupakerfið hefur ekki takmörkun á kælitíma hlaupakerfisins, og hlutarnir geta verið kastað út í tíma eftir mótun og ráðhús, sem getur verulega stytt mótunarferilinn og í raun bætt framleiðsluna hagkvæmni við framleiðslu á stærri plastvörum eins og plastkössum.

2.Spara efniskostnað: það er enginn kaldur hlaupari í hreinu heitu hlaupamótinu, þannig að það er engin framleiðsluúrgangur, sem getur sparað mikið af plasthráefni og dregið úr efniskostnaði fyrir framleiðslu ávaxtakassa.
3. Bæta vörugæði: Í því ferli að móta heitt hlaupamót er plastbræðsluhitastiginu nákvæmlega stjórnað í hlaupakerfinu og plastið getur flætt inn í hvert moldhol í einsleitara ástandi, niðurstaðan er stöðug gæði hluta. , gæði heita hlaupara mótunar rimlakassans eru góð, afgangsálagið er lágt eftir losun myglunnar og aflögun hlutans er lítil.
4. Stuðla að sjálfvirkni framleiðslu: hlutarnir eru kláraðir eftir mótun heitu hlauparans, án þess að klippa hliðið og endurvinna kalt hlaupara og önnur ferli, sem er til þess fallið að vinna með sjálfvirknibúnaði til að ná fram sjálfvirkni framleiðslu, bæta enn frekar framleiðslu skilvirkni og vörugæði stöðugleika.
Hönnun fyrir vöru &. Mygla

Skiptir máliNeedingAathygli
A.Mould hönnun:Samkvæmt tiltekinni stærð, lögun og byggingareiginleikum rimlakassans, ætti skipulag heita hlaupakerfisins að vera sanngjarnt hannað, þar með talið lögun shuntplötunnar, staðsetningu og númer stútsins osfrv., Til að tryggja að plastið bráðna rennur í rennslisrásinni og fyllir jafnt hvert holrými. Þegar heita hlaupakerfið er hannað ætti að íhuga skipulag kælikerfis mótsins að fullu til að forðast gagnkvæma truflun á milli heita hlaupakerfisins og kælikerfisins, sem hefur áhrif á heildarframmistöðu mótsins.
B. Mótaframleiðsla:Hot runner ávaxta rimlakassi mótið þarf nákvæmni vinnsluvélar til að tryggja að nákvæmni moldframleiðslu sé mikil og það er nauðsynlegt til að tryggja samþættingu og samvinnu heita hlaupakerfisins og moldsins er mjög ströng, annars verða mörg alvarleg vandamál í framleiðsluferli mótsins.
C. Rekstur og viðhald:rekstur og viðhald heitu hlaupamótsins er flókið og tæknilegt stig og reynsla rekstraraðilans þarf að vera hátt, þannig að rekstraraðilinn ætti að vera faglega þjálfaður fyrir notkun, svo að hann þekki vinnsluferlið og varúðarráðstafanir heitans. hlaupakerfi. Í framleiðsluferlinu er nauðsynlegt að viðhalda heitu hlaupakerfinu reglulega, þar á meðal að athuga vinnustöðu hitara, hitastigs og annarra íhluta og hreinsa óhreinindi og uppsöfnuð efni í hlauparanum.
Pakki &. Afhending

Móthlutar
Mót Stál

Hot Runner System

Staðlaðir hlutar

Hvernig á að viðhalda plasti ávaxtaramma?
Hér eru nokkrar leiðir til að viðhalda plastformum fyrir ávaxtakassa:
1.Þrif
• Eftir hverja notkun skal þrífa mótið vandlega til að fjarlægja öll plastefni sem eftir eru, rusl eða óhreinindi. Notaðu viðeigandi hreinsiefni sem tæra ekki moldefnið, svo sem mild hreinsiefni.
• Hægt er að nota háþrýstiloft til að blása út allar smá agnir sem eru fastar í holrúmum eða sprungum mótsins.
2.Smurning
• Berið viðeigandi smurefni á hreyfanlega hluta mótsins, eins og útkastapinnana og rennibrautina. Þetta hjálpar til við að draga úr núningi og sliti meðan á mold - opnun og - lokunarferlinu stendur. Gakktu úr skugga um að nota smurefni sem er samhæft við moldefnið og hefur ekki áhrif á gæði næstu plastmótunarlotu.
3.Geymsla
• Þegar mótið er ekki í notkun skal geyma það á hreinum, þurrum stað. Verndaðu það gegn ryki, raka og beinu sólarljósi. Þú getur klætt það með plastfilmu eða sett það í geymslubox.
• Settu mótið á flatt og stöðugt yfirborð til að forðast aflögun vegna ójafns stuðnings.
4. Regluleg skoðun
• Athugaðu reglulega hvort um sé að ræða merki um slit, sprungur eða skemmdir á yfirborði mótsins. Snemma uppgötvun slíkra mála gerir ráð fyrir tímanlegri viðgerð og kemur í veg fyrir alvarlegri skemmdir meðan á framleiðslu stendur.
• Athugaðu virkni kælirásanna til að tryggja rétta hitaleiðni meðan á mótunarferlinu stendur. Ef það eru stíflur eða lekar í kælirásum skal laga þær tafarlaust.
Athugasemdir viðskiptavina






